

新聞詳情
 友誠管業,打造鋼管行業知名品牌
友誠管業,打造鋼管行業知名品牌 

 全國服務熱線
全國服務熱線法蘭連接涂塑鋼管
來源: 友誠管業
發布時間: 2020.08.12
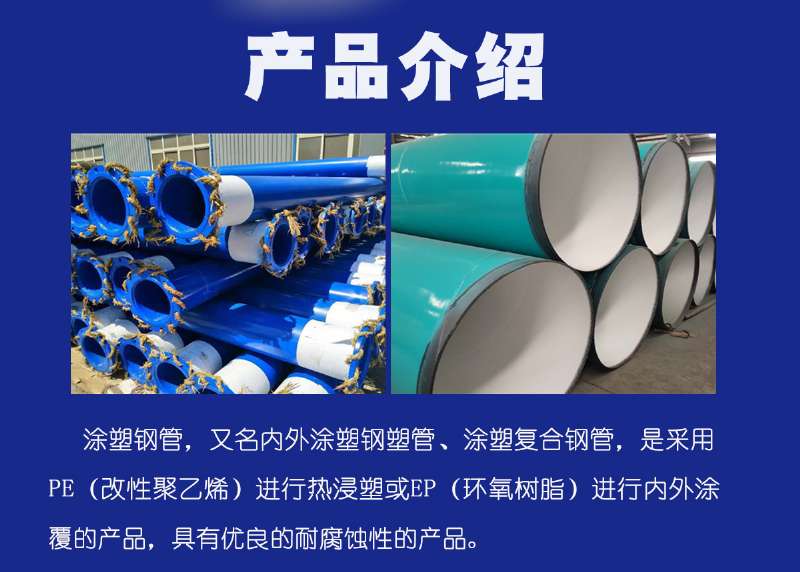
友誠介紹:涂塑復合鋼管的施工工藝
一、檢驗:管材進廠后,檢查數量、壁厚是否符合要求,是有縫或無縫管材,管材兩端是否圓整和彎曲;
二、去污:檢查管材(管件)是否有油污,如有用OP液去除并用清水清洗,如發現有毛刺后去除、磨平;
三、酸洗:將管材(管件)浸入鹽酸池中浸泡(20-25)分鐘,除銹后撈出,轉入下一道工序;
四、水洗:將酸洗后的管材放入清水池中水洗一次后撈出;
五、磷化:將清洗完畢的管材(管件)浸入磷化液中浸泡(10-15)分鐘撈出并晾干;
六、噴涂:將晾干后的管材(管件)放置在管架上進行內、外噴涂,噴涂前根據客戶要求選擇不同顏色的涂粉,噴涂過種中要嚴格控制靜電量、噴機的轉速、噴槍的出粉量,做到噴涂均勻,避免漏點;
七、固化:待烘干管材進入烘干車間后,工作人員要及時調整管材的擺放位置,盡量做到只留支撐點的損傷面積,按照涂粉的周化要求,預先調試好烘箱溫度及固化時間,并做好每一爐的記錄;產品出烘箱時,嚴禁在高溫下作業,用裸水觸摸;待產品冷卻后,正確擺放,查找磨損點,及時修補后轉入下道工序;
八、包裝:用測厚儀檢查產品內外壁噴層厚度是否符合要求,用測漏儀檢驗產品內部是有無漏點,如全部合格后,用專用工具進行包裝 。
一、檢驗:管材進廠后,檢查數量、壁厚是否符合要求,是有縫或無縫管材,管材兩端是否圓整和彎曲;
二、去污:檢查管材(管件)是否有油污,如有用OP液去除并用清水清洗,如發現有毛刺后去除、磨平;
三、酸洗:將管材(管件)浸入鹽酸池中浸泡(20-25)分鐘,除銹后撈出,轉入下一道工序;
四、水洗:將酸洗后的管材放入清水池中水洗一次后撈出;
五、磷化:將清洗完畢的管材(管件)浸入磷化液中浸泡(10-15)分鐘撈出并晾干;
六、噴涂:將晾干后的管材(管件)放置在管架上進行內、外噴涂,噴涂前根據客戶要求選擇不同顏色的涂粉,噴涂過種中要嚴格控制靜電量、噴機的轉速、噴槍的出粉量,做到噴涂均勻,避免漏點;
七、固化:待烘干管材進入烘干車間后,工作人員要及時調整管材的擺放位置,盡量做到只留支撐點的損傷面積,按照涂粉的周化要求,預先調試好烘箱溫度及固化時間,并做好每一爐的記錄;產品出烘箱時,嚴禁在高溫下作業,用裸水觸摸;待產品冷卻后,正確擺放,查找磨損點,及時修補后轉入下道工序;
八、包裝:用測厚儀檢查產品內外壁噴層厚度是否符合要求,用測漏儀檢驗產品內部是有無漏點,如全部合格后,用專用工具進行包裝 。




上一條: 礦用涂塑鋼管廠家
下一條: 大口徑螺旋鋼管規格與價格
